1. Introducción
La limpieza de los fluidos lubricantes e hidráulicos es un indicador directo del estado, la confiabilidad y la vida útil de los equipos. Su medición suele realizarse mediante contadores automáticos de partículas basados en extinción de luz (Light Extinction, LE). No obstante, esta tecnología puede generar lecturas distorsionadas en ciertos lubricantes, especialmente en aceites de motor.
A diferencia de los aceites hidráulicos, los aceites de motor —incluso siendo nuevos— presentan baja claridad óptica debido a su alta carga de aditivos detergentes–dispersantes, ZDDP, modificadores de fricción, mejoradores de viscosidad y antioxidantes. Bajo ciertas condiciones estos paquetes aditivos pueden generar micelas y agregados coloidales que dispersan el haz de luz dentro de la celda de medición, produciendo lo que el contador interpreta erróneamente como partículas sólidas abrasivas. El resultado: códigos ISO 4406 artificialmente elevados, sin que exista contaminación real.
El efecto se amplifica por dos factores operativos relevantes:
la mayor viscosidad, que altera el régimen de flujo dentro de la celda óptica, y
la presencia de microburbujas, que actúan como interferentes luminosos.
Ambos incrementan el nivel de ruido de señal y reducen la repetibilidad de la medición, generando sobreconteo incluso en lubricantes vírgenes.
En el área de ingeniería de FMS hemos documentado estos fenómenos en múltiples evaluaciones de campo y laboratorio, especialmente en mediciones iniciales de aceites de motor bajo norma ISO 4406. Dichas observaciones sustentan la necesidad de aplicar criterios de interpretación ajustados y, cuando corresponde, técnicas complementarias de verificación.
Este documento presenta el análisis técnico desarrollado por FMS sobre los mecanismos de interferencia óptica en aceites de motor e hidráulicos, y establece lineamientos claros para interpretar resultados ISO 4406 con mayor confiabilidad y rigor técnico.
2. Interferencia de Aditivos en
Contadores Ópticos Automáticos
Ciertos aditivos, fundamentalmente los antiespumantes a base de silicona, generan interferencias significativas en los contadores ópticos automáticos (principio Light Extinction). Estos compuestos forman micelas o estructuras coloidales insolubles, denominadas «partículas blandas», que el sensor del contador registra erróneamente como partículas sólidas contaminantes.
2.1. Mecanismo de Interferencia Técnica
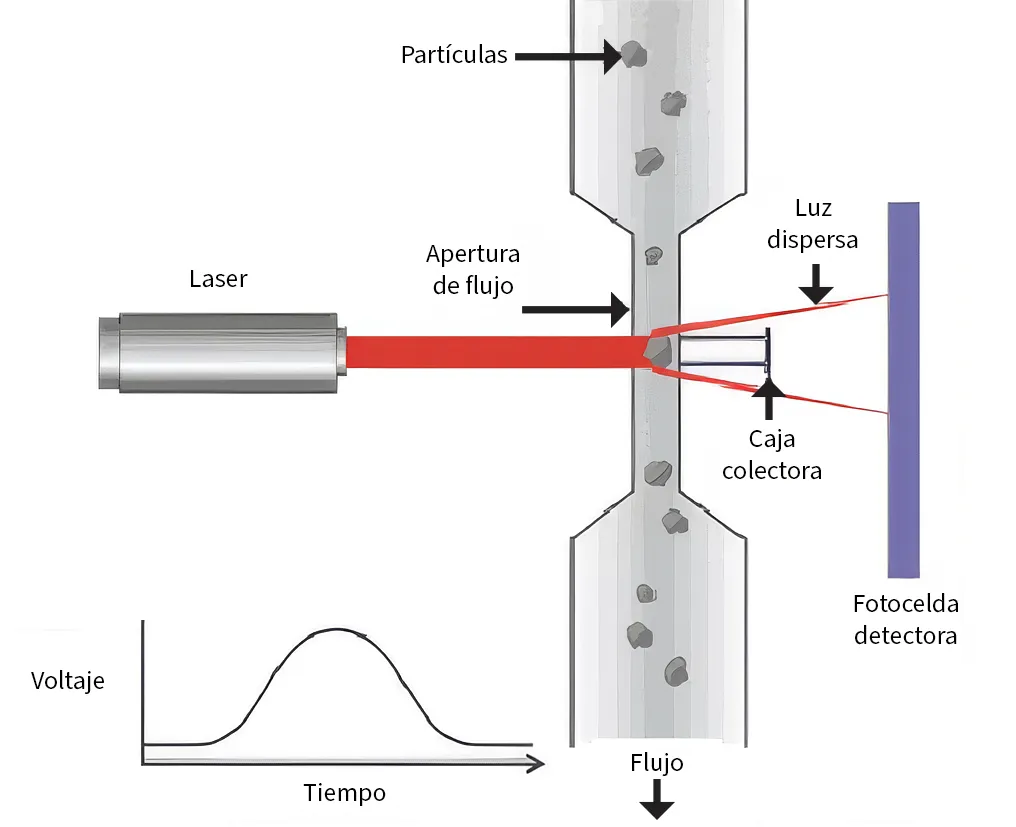
· Funcionamiento del sensor óptico: Los contadores por extinción de luz (LE) detectan la atenuación de un haz luminoso provocada por el paso de una partícula. La caída de voltaje en un fotodiodo es proporcional al tamaño proyectado de la partícula.
· Naturaleza de la interferencia: Los aditivos antiespumantes y otros tensioactivos forman estructuras (micelas, gotículas, microburbujas encapsuladas) con un índice de refracción diferente al del aceite base. El sensor no puede distinguir entre la dispersión/absorción de luz causada por una partícula abrasiva dura (sílice, metal) y una de estas «partículas blandas».
· Consecuencia: Se generan conteos «fantasma» o artificiales, particularmente en los rangos de ≥4 µm (c) y ≥6 µm (c) según ISO 4406:2021.
2.2. Impacto Cuantitativo en los Códigos ISO 4406
· Concentraciones bajas de antiespumante (del orden de 100 ppm) pueden elevar el código ISO reportado en varios niveles (ej. de 16/14/11 a 19/17/13).
· Este fenómeno provoca una sobreestimación del nivel real de contaminación sólida, lo que puede llevar a acciones de mantenimiento innecesarias, como el filtrado excesivo de un aceite nuevo o en servicio, con el riesgo de remover aditivos esenciales.
3. Método de Dilución (ASTM D7647)
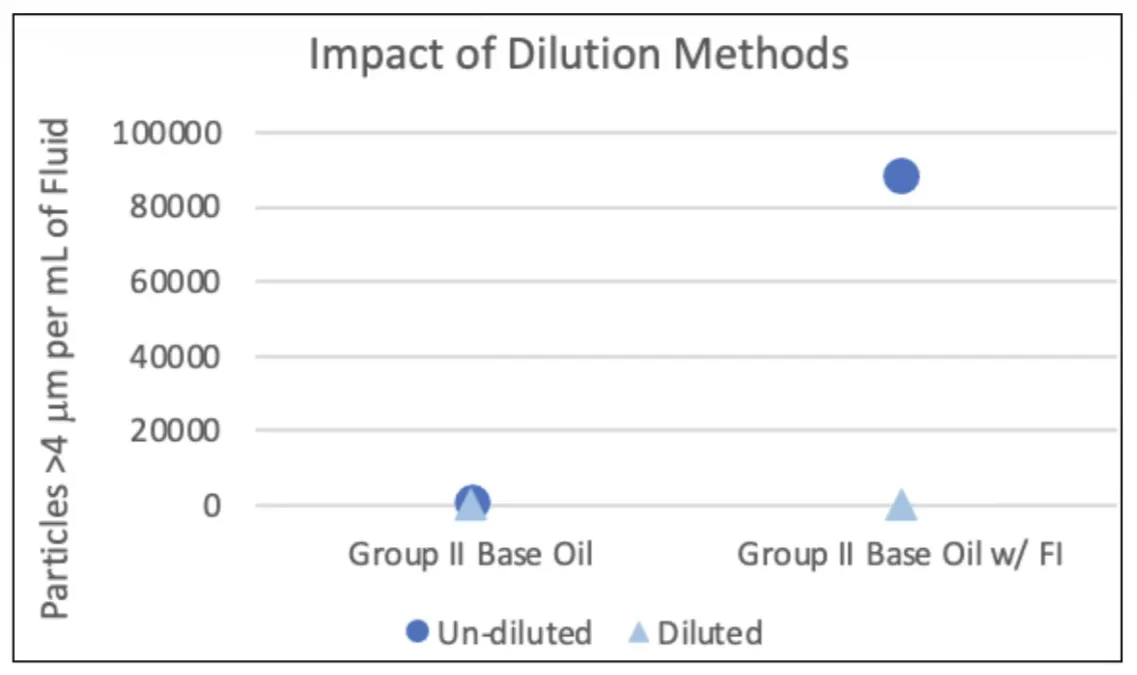
Es uno de los métodos mas utilizados para validar códigos de limpieza y descartar que existan mediciones fantasma. Este procedimiento estandarizado consiste en diluir la muestra de aceite con un solvente ultrapuro (generalmente un hidrocarburo alifático) en una proporción definida (ej. 10:1, 100:1) hasta alcanzar una opacidad adecuada para el contador LE.
· Mecanismo de Mitigación: El solvente ayuda a dispersar o, en algunos casos, disolver las micelas de aditivos, reduciendo su efecto de dispersión de luz. También diluye y clarifica muestras muy oscuras.
· Efectividad: Reduce significativamente los conteos falsos atribuibles a antiespumantes y otros aditivos interferentes.
· Limitaciones:
1. Alto riesgo de contaminación externa durante la extracción y manipulación de la muestra, ya que cuando hablamos de fluidos ultra limpios, basta con 0,001 g de partículas para que una muestra con limpieza ISO 11/8/7 se eleve hasta un ISO 22/21/18, alterando significativamente cualquier resultado de laboratorio.
2. La efectividad puede disminuir con el envejecimiento del aceite, ya que los aditivos pueden formar aglomerados más estables y resistentes a la dilución
3. Añade complejidad y tiempo al análisis.
4. Requiere un factor de corrección matemática para reportar el resultado final referido a la muestra original.
Estudios técnicos y experiencia de campo indican que los códigos ISO 4406 obtenidos por métodos ópticos en aceites aditivados pueden no ser estables a lo largo del tiempo, incluso en muestras almacenadas sin contaminación externa.
Los aditivos, especialmente los paquetes detergentes-dispersantes y antiespumantes, pueden aglomerarse o coalescer progresivamente, formando estructuras más grandes. Estas son detectadas por el contador óptico como partículas nuevas, generando un aumento artificial en el código semana a semana.
Esto implica una tendencia al alza en los conteos, que puede deberse a este fenómeno y no a una contaminación real del sistema. Esta interpretación de tendencias requiere conocimiento de la química del lubricante.
En casos extremos de formulación o degradación avanzada, ni siquiera el método de dilución (ASTM D7647) logra mitigar completamente este efecto, subrayando la necesidad de métodos alternativos para verificación.
4. Variabilidad entre Laboratorios y Métodos
El documento de Chevron <METODOLOGÍA DE CONTEO DE PARTÍCULAS> y múltiples estudios de round-robin (ASTM, Noria, Chevron) destacan una variabilidad significativa en los resultados de conteo de partículas, que puede atribuirse a:
· Factores del Fluido:
· Tipo de base (mineral, sintético, HVI, vegetal).
· Tipo, concentración y estado de los aditivos.
· Viscosidad (ISO VG) y su índice (VI).
· Grado de oxidación/envejecimiento.
· Factores del Método y Equipo:
· Tecnología del contador (LE vs. DI vs. Microscopía).
· Calibración y mantenimiento del equipo (según ISO 11171).
· Procedimiento de toma de muestra (ubicación, técnica, limpieza).
· Uso o no de dilución (ASTM D7647) y el solvente empleado.
· Algoritmos de procesamiento de datos (especialmente en DI con IA).
4.1. Magnitud de la Variabilidad
· La variabilidad típica entre laboratorios usando contadores LE puede alcanzar ±40% para el mismo fluido.
· Esto puede traducirse en diferencias de 1 a 3 códigos ISO en el reporte final.
· Los aceites con alta carga de aditivos (ej. algunos hidráulicos antidesgaste y de motor) exhiben la mayor discrepancia entre métodos ópticos (LE/DI) y el método de referencia (microscopía).
· Recomendación clave: Para el seguimiento de tendencias de una máquina o sistema específico, es fundamental la consistencia: mismo laboratorio (o mismo equipo en campo), misma tecnología de conteo, mismo procedimiento de muestreo y preparación.
5. Reglas Prácticas para la Interpretación Experta
5.1. Antes de asumir contaminación real
Si los tres códigos ISO del contador láser difieren más de 3 niveles entre sí, esto es un indicador casi definitivo de interferencia por aditivos, especialmente en aceites de motor.
5.2 Verificación de Medición Estable en ≥14 µm(c)
Cuando se detecta que el contador sí puede medir de forma estable el rango ≥14 µm(c), esa lectura se puede usar como guía principal de interpretación, incluso si los rangos de 4 y 6 µm muestran ruido óptico por interferencia.
Sin embargo, para que esta interpretación sea válida, deben cumplirse tres condiciones técnicas obligatorias:
Condición 1 — El filtro debe contar con certificación ISO 16889
Debe solicitarse al proveedor del filtro el certificado ISO 16889, verificando específicamente:
- β4(c) (idealmente β4≥1000)
- β6(c)
- β14(c)
Sin esta certificación, ningún código ISO puede interpretarse con precisión, ya que la eficiencia real del filtro puede diferir enormemente de la declarada por marcas no OEM o filtros “económicos”.

Condición 2 — La diferencia entre cada código debe ser de máximo 2–3 niveles
Ejemplo válido: 18/16/14
Ejemplo inválido: 22/16/7
Una diferencia de 2 códigos entre cada nivel indica:
- Contaminación real y estable
- Buena eficiencia del filtro
- Ausencia de interferencia significativa
Conociendo la lectura de ≥14 µm y la eficiencia Beta del filtro, es posible inferir con buena precisión cuál debería ser el nivel en ≥4 y ≥6 µm, incluso cuando el contador no puede medir esos tamaños por interferencia óptica.
Condición 3 — El filtro debe operar a un caudal menor que el utilizado en el ensayo ISO 16889
Los filtros deben usarse a un flujo igual o menor al flujo de ensayo bajo el cual se determinó su curva Beta.
Todo exceso de caudal provoca:
- Paso de partículas finas
- Colapso parcial de pliegues
- Reducción temporal de la eficiencia
- Lecturas falsas en ≥4 y ≥6 µm
Para garantizar validez metrológica:
Caudal operativo ≤ Caudal equivalente del ISO 16889
Este punto es crítico para sistemas de diálisis en campo, donde muchas bombas de transferencia superan el flujo recomendado para un cartucho de alta eficiencia.
6. La Técnica de las “7 Vueltas”
(Procedimiento recomendado de fabricantes de filtros)
Los fabricantes de sistemas de filtración fuera de línea como Pall, HYDAC, Donaldson, Parker y MP Filtri recomiendan un procedimiento operacional conocido como la “técnica de las siete vueltas”, utilizado especialmente como criterio práctico de aseguramiento de limpieza del fluido.
Este método constituye una metodología técnica de aseguramiento de limpieza aplicable en escenarios donde no se dispone de equipos de medición en línea, no es viable el envío de muestras a laboratorio, o existen discrepancias, inestabilidad o falta de confiabilidad en los códigos ISO obtenidos. Bajo estas condiciones, la recirculación del volumen total del fluido al menos siete veces a través de un sistema de filtración fuera de línea, equipado con filtros certificados según la norma ISO 16889 y con una eficiencia mínima Beta 4 > 4000, permite garantizar de forma práctica y reproducible un nivel de limpieza equivalente o inferior a ISO 15/13/10 conforme a la norma ISO 4406.
La validez de este enfoque se sustenta en que la alta eficiencia de retención en el canal de ≥14 µm(c) —considerado el más estable y confiable desde el punto de vista óptico— permite extrapolar indirectamente el comportamiento de los canales de ≥4 y ≥6 µm(c), los cuales suelen estar afectados por ruido óptico, aireación, micelas de aditivos y partículas blandas. De esta manera, el control efectivo del canal ≥14 µm(c) tras múltiples pases completos del fluido actúa como indicador robusto de limpieza global, incluso en aplicaciones donde los canales finos presentan distorsión instrumental.
Objetivo
- Eliminar burbujas microcavitadas
- Estabilizar turbulencias internas
- Saturar el medio filtrante
- Limpiar el equipo de muestreo
- Garantizar un flujo laminar y estable
- Reducir lecturas falsas por aire o partículas blandas
Procedimiento
- Recircular el fluido 7 ciclos completos a través del filtro o el circuito offline.
- Verificar que el caudal se mantenga dentro del rango certificado del filtro.
- Asegurar ausencia de burbujas visibles y estabilidad de presión diferencial.
Resultado
- Lecturas reproducibles
- Reducción significativa del ruido óptico
- Códigos ISO coherentes
- Tendencias confiables
Aunque no aparece en normas ISO, esta técnica está documentada en manuales técnicos de fabricantes y se utiliza en cientos de laboratorios a nivel mundial.
Integración adicional solicitada: Aceites de motor como principal origen de distorsiones.
En numerosos estudios ASTM, Chevron y Noria ([5], [7], [8]) se confirma que:
Los aceites de motor son, con diferencia, los lubricantes que más afectan la medición ISO por interferencia óptica.
Razones:
- Altas concentraciones de detergentes sulfonatos y fenatos
- Altos niveles de dispersantes succinimidas y boratos
- Aditivos antiespumantes muy agresivos
- Hollín ultrafino (0,04–0,1 µm) que hace scattering de luz
- Micelas que simulan partículas duras de 4–6 µm
Por eso, en aceites de motor:
- El código ≥14 µm suele ser el más confiable
- Los canales de ≥4 y ≥6 µm suelen ser ruido óptico, no contaminación real
- La microscopía (ISO 4407) puede diferir hasta 5–7 códigos respecto al contador óptico
7. Implicaciones Prácticas para el
Mantenimiento y la Confiabilidad
7.1. Interpretación Crítica: Un código ISO 4406 «elevado» en un aceite nuevo o en buen estado no debe precipitar acciones automáticas de filtración o cambio de aceite. Primero debe evaluarse la posible influencia de aditivos.
7.2. Selección del Método de Análisis:
· Para aceites altamente aditivados o con sospecha de interferencia, priorizar el Método de Dilución (ASTM D7647) o tecnologías DI con IA.
· Para verificación definitiva o disputas técnicas, utilizar Microscopía (ISO 4407).
7.3. Riesgo de Sobre-filtración: Filtrar un aceite nuevo basándose en conteos falsos altos puede remover aditivos esenciales (anti-desgaste, extrema presión, modificadores de fricción), comprometiendo el rendimiento y protección del lubricante.
7.4. Monitoreo de Tendencia: Establecer una línea base realista para cada tipo de aceite/máquina. Los incrementos súbitos en el código (ej. +3 niveles en ≥4 µm) son más indicativos de contaminación real que valores absolutos altos y estables.
7.5. Comunicación con el Proveedor de Lubricante: Consultar las fichas técnicas o al ingeniero de aplicaciones sobre el potencial de interferencia de los aditivos del aceite con los contadores ópticos.
8. Caso de Estudio
Diálisis efectiva de un Sistema Hidráulico e Interpretación de Códigos
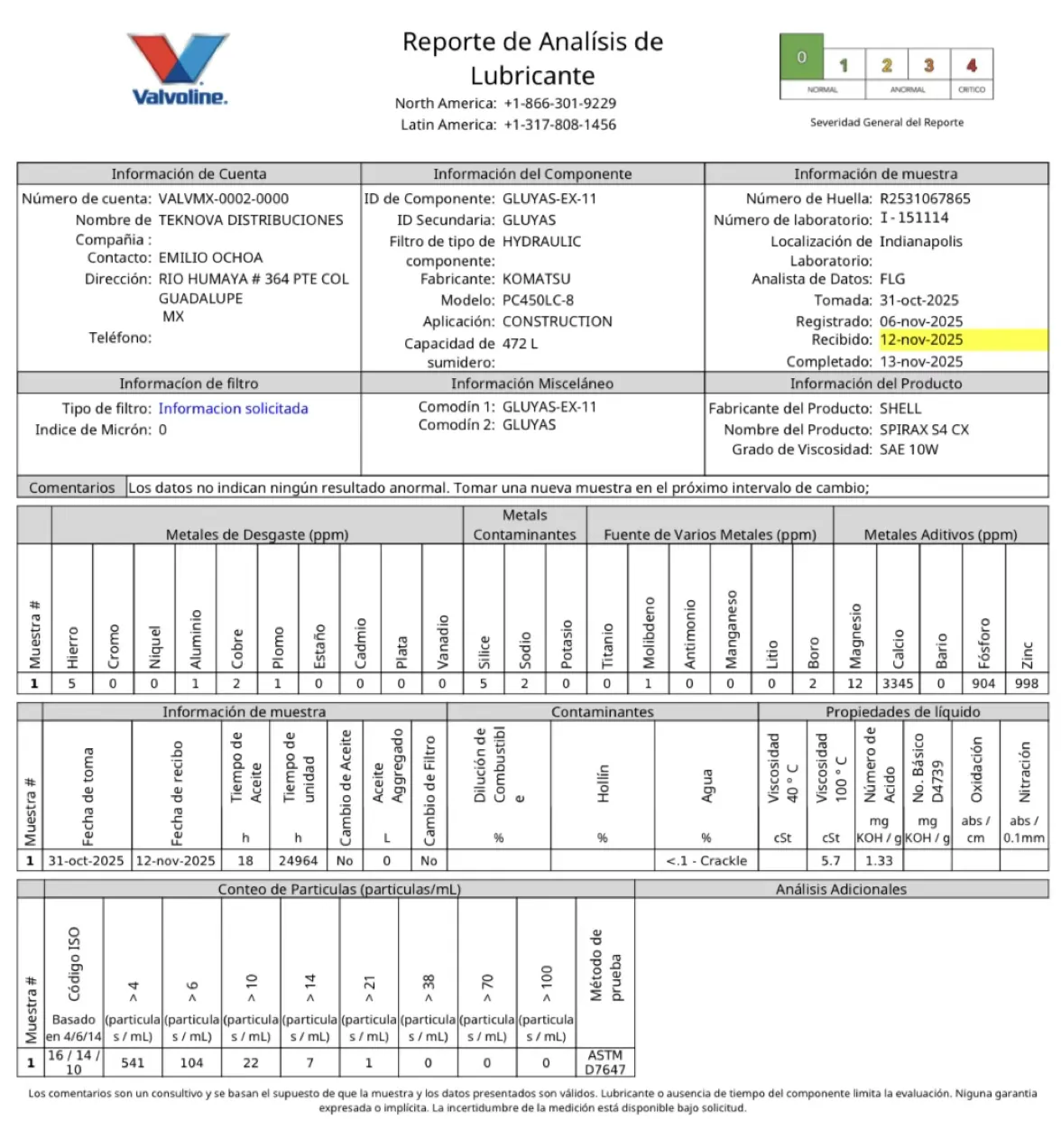
Contexto: Dentro de la metodología de FMS, se implementó un proceso de diálisis efectiva (filtrado fuera de línea de alto rendimiento) en un sistema hidráulico de equipo pesado de construcción KOMATSU P450. El objetivo era alcanzar un código de limpieza ISO 4406 objetivo de 16/14/10.
· Código Inicial Reportado: [25/24/16] (Alto nivel de contaminación).
· Después de una diálisis efectiva: El contador láser (LE) en línea reportó 22/16/7.
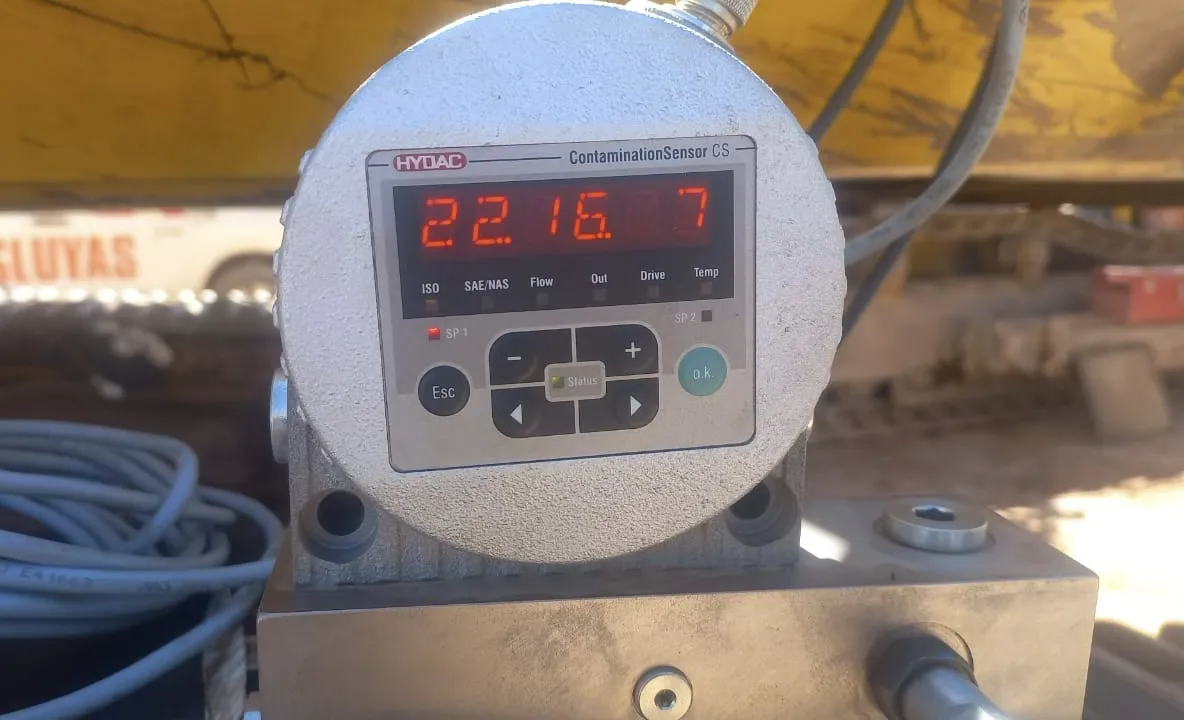
8.1. Análisis e Interpretación Experta
A primera vista, el código 22/16/7 parece indicar un fracaso, ya que no se alcanzó el objetivo en el primer (≥4 µm) y segundo (≥6 µm) número del código. Sin embargo, un análisis experto revela lo siguiente:
1. Discrepancia entre Códigos: Existe una diferencia de 6 códigos entre el primer (22) y segundo (16) número, y de 9 códigos entre el segundo (16) y tercero (7). En un fluido con contaminación sólida real y bien dispersa, las diferencias entre estos códigos suelen ser menores (típicamente 1-3 códigos). Una brecha tan amplia es un indicador clásico de interferencia por aditivos.
2. Interpretación Técnica:
· Primer código (22 en ≥4 µm): Severamente inflado por la presencia de micelas de aditivos antiespumantes y otros, que el contador LE registra como «partículas» en este rango de tamaño.
· Segundo código (16 en ≥6 µm): También afectado por aditivos, pero en menor medida, ya que las estructuras de aditivos que simulan partículas grandes son menos frecuentes.
· Tercer código (7 en ≥14 µm): Este es el indicador clave. Un código de 7 en ≥14 µm es excepcionalmente bajo (menos de 5 partículas por 100 ml) e indica una limpieza absoluta del fluido en el rango de partículas grandes y más dañinas. Es virtualmente imposible tener un código tan bajo en ≥14 µm si existiera una contaminación sólida real significativa.
3. Conclusión del Experto: El contador LE estaba reportando principalmente «ruido» de aditivos en los rangos pequeños, enmascarando la realidad. El fluido, en términos de partículas duras de desgaste y contaminación abrasiva, ya estaba excepcionalmente limpio.
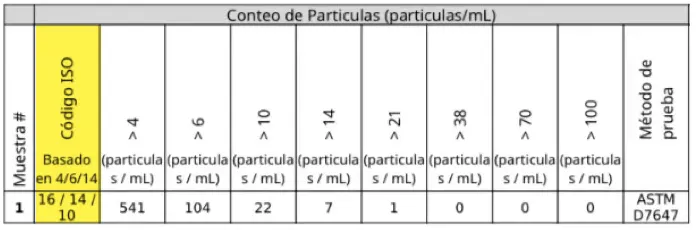
4. Verificación: Una muestra del fluido fue enviada a laboratorio para análisis. El resultado confirmó que el fluido había alcanzado efectivamente el código objetivo de 16/14/10, validando la interpretación experta.
8.2. Lecciones Aprendidas
· La interpretación inteligente de los códigos ISO 4406 va más allá de comparar números. Requiere entender la coherencia interna del código y la tecnología de medición utilizada.
· Para procesos críticos como la diálisis, el uso de contadores en línea es invaluable, pero su datos deben ser interpretados por personal capacitado en las limitaciones de la tecnología.
· En casos dudosos, la microscopía es el árbitro definitivo para tomar decisiones de mantenimiento basadas en datos confiables.
9. Conclusión
Los lubricantes y fluidos hidráulicos modernos, con sus complejos paquetes de aditivos, presentan un desafío para las técnicas tradicionales de conteo de partículas por métodos ópticos. La interferencia de aditivos, particularmente antiespumantes, puede generar códigos ISO 4406 engañosamente altos, llevando a potenciales acciones incorrectas de mantenimiento.
Es fundamental que los profesionales de confiabilidad, mantenimiento y análisis de lubricantes:
1. Conozcan en profundidad los principios y limitaciones de las tecnologías de conteo (LE, DI, Microscopía).
2. Seleccionen el método de análisis apropiado para el tipo de aceite y la decisión que se debe tomar, priorizando métodos mitigados (ASTM D7647) o avanzados (DI con IA) para fluidos aditivados.
3. Interpreten los datos críticamente, buscando coherencia en los resultados y utilizando métodos de referencia (microscopía) para validación cuando sea necesario.
4. Mantengan la consistencia en el monitoreo de tendencias para cada activo.
La correcta evaluación de la limpieza del fluido es un pilar de la confiabilidad mecánica. Lograrla requiere no solo de equipos de medición, sino del criterio técnico experto para transformar datos crudos en información accionable y confiable.
REFERENCIAS
[1] Noria Corporation, “Particle Counting – Oil Analysis 101,” Practicing Oil Analysis Magazine, 2002.
[2] Noria Corporation, “The Low-Down on Particle Counters,” Practicing Oil Analysis Magazine, Jul-2002.
[3] J. E. Tucker, J. Reintjes, M. D. Duncan, T. L. McClelland, L. L. Tankersley, A. Schultz, C. Lu, P. L. Howard, T. Sebok, C. Holloway, and S. Fockler, “LaserNet Fines Optical Oil Debris Monitor,” in Joint Oil Analysis Program International Condition Monitoring Conference, 1998.
[4] ASTM International, “ASTM D7596-14 Standard Test Method for Automatic Particle Counting and Particle Shape Classification of Oils Using a Direct Imaging Integrated Tester,” West Conshohocken, PA, 2014.
[5] P. W. Michael, T. S. Wanke, M. a. McCambridge, S. Tung, B. Kinker, M. Woydt, and S. W. Dean, “Additive and Base Oil Effects in Automatic Particle Counters,” J. ASTM Int., vol. 4, no. 4, 2007.
[6] P. W. Michael, Benz oil, and T. S. Wanke, “Surgically Clean Hydraulic Fluid – A Case Study,” in International Fluid Power Exposition and Technical Conference, 1996.
[7] J. Sander, S. Mauritz, T. Smith, J. Turner, and S. Courtney, “The Effects of Lubricant Ingredients on New Hydraulic Oil Cleanliness,” J. ASTM Int., vol. 6, no. 1, 2009.
[8] Chevron ISOCLENA Certified Lubricants, “Technical Bulletin: Impacts of Filtration on New Lubricant Performance,” Richmond, CA, 2021.
[9] ASTM International, “ASTM D7647-10 Standard Test Method for Automatic Particle Counting of Lubricating and Hydraulic Fluids Using Dilution Techniques to Eliminate the Contribution of Water and Interfering Soft Particles by Light Extinction,” West Conshohocken, PA, 2018.
[10] Rocky Mountain Filtration Solutions, “Fluid Cleanliness Comparison Guide,” Commerce City, CO
[11] ASTM International, “ASTM D7669-15 Standard Guide for Practical Lubricant Condition Data Trend Analysis,” West Conshohocken, PA, 2015.



