1. Introducción
La ISO 4406 es un estándar internacional para codificar el nivel de contaminación por partículas sólidas en fluidos como aceites lubricantes, aceites hidráulicos y combustibles, basándose en el recuento de partículas mayores de 4 µm, 6 µm y 14 µm por mililitro de muestra (ISO, 1999).
Aunque el análisis de muestras en laboratorio ha sido una práctica tradicional en mantenimiento predictivo e inspección de lubricantes, este método presenta limitaciones críticas cuando se trata de medir la limpieza real del fluido en el contexto operativo de una máquina o sistema, especialmente en aplicaciones donde se requieren altos niveles de limpieza (Noria Corporation, 2024).
2. Problemas fundamentales
del muestreo de laboratorio
2.1. Contaminación cruzada durante la toma de muestras
La muestra de aceite o diésel extraída para laboratorio puede contaminarse durante el proceso de recolección, manipulación o transporte. Esto puede ocurrir por:
- Botellas o envases no perfectamente limpios, que introducen partículas propias en la muestra. Incluso frascos clasificados como “ultra limpios” pueden aportar partículas residuales suficientes para alterar el código ISO reportado (CleanControlling GmbH, 2026).
- Manipulación incorrecta o exposición al ambiente, como polvo, suciedad o residuos provenientes de manos, herramientas o equipos utilizados durante la extracción.
- Métodos de muestreo inapropiados, como la extracción desde zonas de sedimentación o del fondo de tanques, donde se concentran partículas y agua, en lugar de puntos de flujo representativos del fluido en operación (MP Filtri, 2025).
Estos factores pueden sesgar los resultados, dando la falsa impresión de que el fluido está más limpio o más contaminado de lo que realmente está durante su operación normal.

2.2. Naturaleza estática de la muestra
Una vez tomada, la muestra representa únicamente una condición estática y momentánea del fluido. No captura variaciones dinámicas durante el funcionamiento real del equipo, tales como:
- Fluctuaciones en la concentración de partículas debido a cambios de carga, presión o temperatura.
- Generación de partículas de desgaste durante arranques, paradas o condiciones transitorias que solo pueden observarse mientras el equipo está en servicio (OilSense, 2026).
Este enfoque estático limita el valor predictivo del análisis y reduce su efectividad dentro de estrategias modernas de mantenimiento proactivo y confiabilidad operacional (Johnson, 2020).

2.3. Dependencia de procedimientos estrictos
La exactitud del análisis ISO 4406 en laboratorio depende de procesos estandarizados y de la correcta calibración de los instrumentos de medición, como los contadores automáticos de partículas calibrados conforme a la ISO 11171 (ISO, 2017).
Sin embargo, incluso bajo procedimientos normalizados, existen variaciones inherentes en:
- Preparación de la muestra (desgasificación, homogeneización, eliminación de burbujas).
- Tratamientos previos y manipulación del fluido.
- Interpretación de resultados por parte del personal del laboratorio (Entegris, 2025).
Estas variabilidades introducen incertidumbre y pueden disminuir la representatividad real del nivel de limpieza del fluido.
3. Cómo asegurar que una
muestra no se contamine
Si se utiliza muestreo tradicional para análisis ISO 4406, es imprescindible implementar controles estrictos, entre ellos:
- Uso de equipos y envases absolutamente limpios, preferiblemente certificados según ISO 3722.
- Instalación de puntos de muestreo dedicados, ubicados en zonas de flujo representativo del sistema.
- Flushing previo al muestreo para eliminar contaminantes residuales en válvulas y líneas.
- Técnicos capacitados y procedimientos documentados.
- Transporte y manejo que mantengan las muestras selladas y protegidas hasta su análisis.
Estas medidas reducen el riesgo de contaminación cruzada, pero incrementan significativamente el tiempo, el costo y la complejidad del proceso (Noria Corporation, 2024).
4. Variabilidad entre Laboratorios y Métodos
4.1. Qué son y cómo funcionan
Los contadores láser de partículas en línea son sensores que se integran directamente en el circuito del fluido para medir de forma continua la cantidad y el tamaño de partículas presentes, reportando automáticamente el código ISO 4406 sin necesidad de extraer muestras (OilSense, 2026).
Estos equipos utilizan tecnología óptica y láser para detectar partículas en el fluido en movimiento y clasificarlas por tamaño en tiempo real.

4.2. Ventajas principales
Ventaja:
- Representatividad real del sistema.
- Datos continuos y en tiempo real.
- Menor riesgo de contaminación cruzada.
- Proactividad en mantenimiento.
- Menor tiempo de respuesta.
Explicación:
- Mide el fluido en condiciones reales de operación.
- Permite detectar incrementos de contaminación de forma inmediata.
- Se elimina la manipulación humana del fluido.
- Facilita la detección temprana de desgaste y fallas.
- No existen retrasos por envío ni análisis de laboratorio.
Estas ventajas han llevado a que múltiples OEMs y especialistas en confiabilidad recomienden la medición en línea como práctica preferente en sistemas críticos (MP Filtri, 2025).
4.3. Limitaciones y consideraciones
Limitación:
- Costo inicial.
- Calibración y mantenimiento.
- No reemplaza análisis completos.
Detalle:
- Mayor inversión frente al muestreo tradicional.
- Requiere gestión del propio sensor.
- Aún se requieren análisis físico-químicos y metalográficos.
Por ello, el enfoque recomendado es la combinación de medición en línea para control de limpieza y análisis de laboratorio para diagnóstico avanzado (Entegris, 2025).
5. Recomendaciones
según expertos y OEMs
Diversos fabricantes, especialistas en confiabilidad y organizaciones técnicas coinciden en que:
- La medición de contaminación por partículas debe migrar hacia métodos automatizados y representativos, como sensores en línea.
- La ISO 4406 es un estándar de codificación, no de muestreo.
- La tendencia industrial es integrar monitoreo continuo con análisis predictivo y digitalización de activos (OilSense, 2026; Noria Corporation, 2024).
6. Por qué la medición en línea es técnicamente
muy superior al muestreo de laboratorio
El principal motivo por el cual la medición de limpieza ISO 4406 en línea es ampliamente superior a la extracción de muestras para laboratorio radica en un hecho físico fundamental:
la extrema sensibilidad del código ISO a cantidades microscópicas de contaminación sólida.
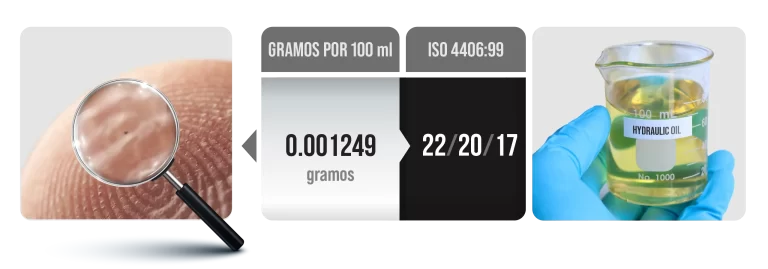
Cuando se trabaja con volúmenes típicos de laboratorio (100 ml), basta una masa ínfima de partículas para que el código ISO se dispare a niveles severamente contaminados. Esta condición hace que el muestreo sea intrínsecamente vulnerable a errores por contaminación cruzada, incluso bajo procedimientos estrictos.

6.1. Sensibilidad extrema del código ISO 4406
Para dimensionar el problema, considérese que solo 0,00125 gramos de partículas sólidas (1,25 miligramos) son suficientes para contaminar 100 ml de aceite o diésel hasta un nivel aproximado ISO 22/21/18.
Esta masa es tan pequeña que puede provenir de:
- Microresiduos en un frasco “limpio”
- Polvo ambiental invisible
- Residuos en válvulas o mangueras de muestreo
- Manipulación humana mínima
En la práctica industrial, controlar de forma absoluta estas variables es casi imposible, lo que convierte al muestreo en un método inherentemente frágil cuando se buscan niveles de limpieza bajos.
6.2. Relación entre masa de contaminación y salto de códigos ISO
La siguiente tabla ilustra cómo cantidades decrecientes de contaminación sólida, medidas en gramos para un volumen de 100 ml, generan saltos completos en el código ISO 4406:
· Masa de contaminación (g en 100 ml):
· 0,00125 g
· 0,000675 g
· 0,0003375 g
· 0,000168 g
· 0,000084 g
· 0,000042 g
· Código ISO aproximado:
· ISO 22 / 21 / 18
· ISO 21 / 20 / 17
· ISO 20 / 19 / 16
· ISO 19 / 18 / 15
· ISO 18 / 17 / 14
· ISO 17 / 16 / 13
Nota técnica: Cualquier evento mínimo de contaminación externa durante el muestreo es suficiente para invalidar el resultado.
6.3. Implicaciones técnicas para el muestreo tradicional
Este comportamiento del código ISO tiene consecuencias críticas:
- El muestreo no falla por mala intención, falla por limitaciones físicas inevitables.
- A mayor limpieza requerida, menor confiabilidad del muestreo.
- Los errores no son visibles ni detectables a simple vista.
- Un resultado ISO alto puede reflejar contaminación del proceso de muestreo, no del sistema.
Por esta razón, el muestreo de laboratorio no puede garantizar que el valor ISO reportado represente fielmente la condición real del fluido en operación, especialmente en sistemas críticos.
6.4. Ventaja estructural de la medición en línea
La medición en línea con contadores láser elimina este problema de raíz porque:
- No existe extracción de muestra, por lo tanto:
- No hay frascos
- No hay manipulación
- No hay transporte
- No hay exposición ambiental
- El fluido se mide tal como circula en el sistema
- El volumen de fluido evaluado es continuo y representativo
- Se observan tendencias, no eventos aislados
Desde un punto de vista metrológico, la medición en línea no es solo una mejora del muestreo:
es un cambio de paradigma.
6.5. Implicación para el mantenimiento predictivo industrial
En programas de mantenimiento predictivo, donde las decisiones se basan en datos confiables, la medición en línea:
- Reduce falsos positivos por contaminación de muestra
- Permite detectar generación real de partículas de desgaste
- Proporciona alarmas tempranas basadas en tendencia
- Mejora la confiabilidad de los modelos predictivos
Por estas razones, los OEMs, fabricantes de sistemas hidráulicos y especialistas en confiabilidad consideran la medición en línea como la única forma técnicamente sólida de controlar limpieza ISO en aplicaciones industriales modernas.
7. Conclusión
Aunque el muestreo tradicional y el análisis de laboratorio bajo ISO 4406 han sido herramientas valiosas, no son suficientes por sí solos para evaluar de manera confiable la limpieza de fluidos en sistemas operativos reales.
La contaminación cruzada, la naturaleza estática del muestreo y la dependencia del procedimiento limitan su precisión. La adopción de contadores láser de partículas en línea, calibrados y certificados, proporciona datos más representativos, continuos y accionables, fundamentales para programas avanzados de mantenimiento predictivo.
REFERENCIAS
[1] CleanControlling GmbH. (2026). Particle contamination in oils and lubricants: Particle contamination analysis according to ISO 4406. CleanControlling Technical Publications.[2] Entegris, Inc. (2025). ISO 4406 testing: Contamination particles in oil. Entegris Application Note.
[3] International Organization for Standardization. (1999). ISO 4406: Hydraulic fluid power—Fluids—Method for coding the level of contamination by solid particles. ISO.
[4] International Organization for Standardization. (2017). ISO 11171: Hydraulic fluid power—Calibration of automatic particle counters for liquids. ISO.
[5] Johnson, D. (2020). Predictive maintenance through fluid contamination monitoring. Journal of Maintenance Engineering, 8(3), 112–125.
[6] MP Filtri. (2025). Cleanliness monitoring of hydraulic systems: APCs and continuous monitoring.
MP Filtri Technical Paper.[7] Noria Corporation. (2024). What is the importance of the ISO 4406 cleanliness code? Noria Publishing.
[7] OilSense. (2026). Condition monitoring oil sensors: Real-time oil quality monitoring. OilSense Technical Documentation.