Infográfico Chevron
Apresenta um exemplo prático e simples de como calcular o retorno sobre o investimento quando se consegue duplicar a vida útil de componentes e fluidos. Na FMS, com nossas soluções de filtração, alcançamos extensões de vida útil de até 4X.
CALCULADORA VICKERS
Uma ferramenta fácil de usar que permite estimar diretamente o retorno sobre o investimento.

Card #1
Priorizar a manutenção dos equipamentos que são vitais para a produção e/ou a segurança.

Card #2
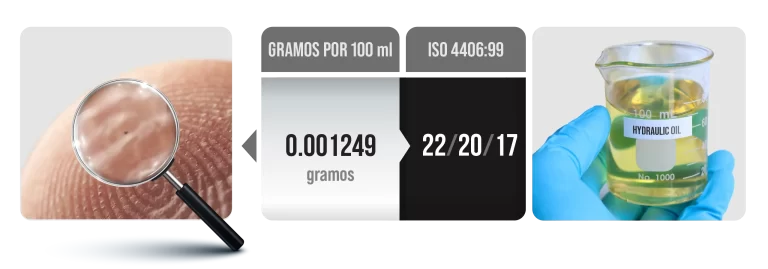
O Nível de Limpeza Requerido (RCL) ideal para sistemas hidráulicos não é o mesmo para todos; esses níveis de limpeza variam de acordo com diversos critérios estabelecidos na norma ISO 12669. No entanto, um código 15/13/10 atende aos requisitos de limpeza de quase todos os sistemas hidráulicos, protegendo seus componentes mais sensíveis.
Card #3
Alcance o objetivo de RCL por meio da seleção e do posicionamento adequados dos filtros, além da limitação da entrada de contaminantes. A filtração de alta eficiência é fundamental para manter o nível ideal de limpeza 15/13/10 ao longo do tempo de operação e deve ser acompanhada por respiradores eficientes, que impeçam a entrada de partículas de sujeira e umidade nos reservatórios dos sistemas hidráulicos e nos tanques de armazenamento. Além disso, é essencial garantir que o fornecimento de óleo novo e virgem também atenda ao nível de limpeza ideal requerido 15/13/10. Recomenda-se medir e filtrar (se necessário) todos os óleos novos antes do uso.

Card #4
Monitorar para garantir que o nível de limpeza objetivo seja mantido. Práticas regulares e precisas de medição e monitoramento são a única forma de avaliar o desempenho do investimento. Existem diversas opções de monitoramento; no entanto, aquele realizado com contadores de partículas conectados diretamente em linha é sempre a melhor opção, pois reduz a zero a possibilidade de contaminação adicionada, comum nos processos de amostragem com extração, manuseio e transporte de fluidos.
É crucial garantir que a equipe de manutenção esteja bem capacitada nas melhores práticas de manutenção proativa.