Cómo convertir Confiabilidad en Retorno de Inversión
Resumen Ejecutivo
En los mercados más desarrollados con industrias intensivas en activos —como flotas de motores diésel, maquinaria hidráulica móvil y estacionaria, minería, energía y transporte pesado— el mantenimiento ha evolucionado desde una función reactiva hacia una disciplina estratégica directamente vinculada a la confiabilidad, la disponibilidad y el desempeño económico del negocio.
Este estudio analiza la evolución del mantenimiento industrial y demuestra por qué el Mantenimiento Proactivo (RCM), entendido como la integración estructurada de mantenimiento preventivo y predictivo con eliminación de causas raíz, representa hoy el modelo más efectivo y rentable para maximizar la vida útil de los activos, reducir el riesgo operacional y obtener retornos económicos sostenibles.
1. Evolución histórica del mantenimiento industrial
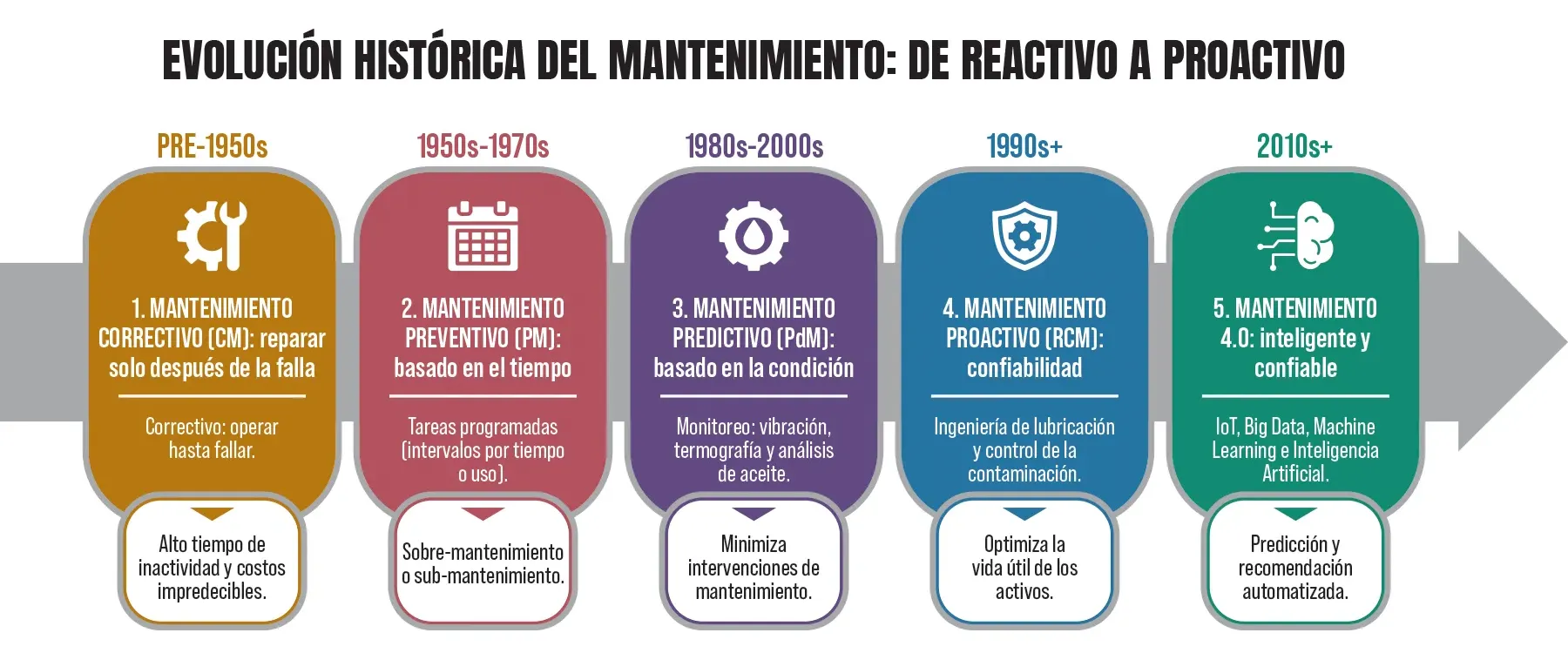
La evolución se segmenta tradicionalmente en cuatro generaciones (en la actualidad cinco) o etapas principales, cada una definida por su enfoque temporal, su impacto en la producción y las tecnologías de gestión asociadas.
Visualización Clave: Línea de Tiempo de la Evolución del Mantenimiento
Este gráfico ilustra de manera concisa cómo el enfoque del mantenimiento ha cambiado a lo largo del tiempo, desde la reactividad hasta la proactividad y la conectividad.

1.1. Mantenimiento Correctivo (CM – Corrective Maintenance)
En el mantenimiento correctivo, la falla ya ocurrió y el impacto económico es máximo.
- Nomenclatura: Mantenimiento Reactivo (Reactive Maintenance) / Run-to-Failure
- Filosofía: Actuar después de que el equipo ha fallado o su rendimiento es inaceptable.
- Aplicación a Lubricación: Se repone o cambia el lubricante cuando el componente ha fallado catastróficamente o el desgaste es evidente/audible.
- Desventajas: Tiempos de parada no planificados y prolongados (downtime), altos costos de reparación (a menudo con daños secundarios), y riesgos de seguridad.
- Métrica Clave: MTTR (Mean Time To Repair – Tiempo Medio de Reparación).

1.2. Mantenimiento Preventivo (PM – Preventive Maintenance)
Reduce la frecuencia de fallas, pero no elimina sus causas.
- Nomenclatura: Mtto. Basado en el Tiempo (TBM – Time-Based Maintenance) o Mtto. Basado en el Uso (UBM – Usage-Based Maintenance).
- Filosofía: Tareas de servicio a intervalos fijos de tiempo, uso (horas de operación) o volumen (kilómetros, ciclos).
- Aplicación a Lubricación: Cambios de aceite y filtros, y reengrase programado (por ejemplo, cada 500 horas de operación o cada 6 meses), independientemente de la condición real del lubricante o del componente.
- Desventajas: Puede conducir al sobre-mantenimiento (cambios prematuros de lubricante o componentes, desperdicio de recursos) o al sub-mantenimiento (si la falla ocurre antes del intervalo programado). Ignora la condición real del equipo.
- Métrica Clave: MTBF (Mean Time Between Failures – Tiempo Medio Entre Fallas).

1.3. Mantenimiento Predictivo (PdM – Predictive Maintenance)
Detecta la degradación con anticipación, ampliando el intervalo P-F.
- Nomenclatura: Mtto. Basado en la Condición (CBM – Condition-Based Maintenance).
- Filosofía: Monitorear la condición real del equipo en tiempo real o a intervalos regulares para predecir el momento exacto en que ocurrirá una falla. El mantenimiento se realiza solo cuando es necesario.
- Aplicación a Lubricación: Análisis de lubricante (Oil Analysis) para monitorear:
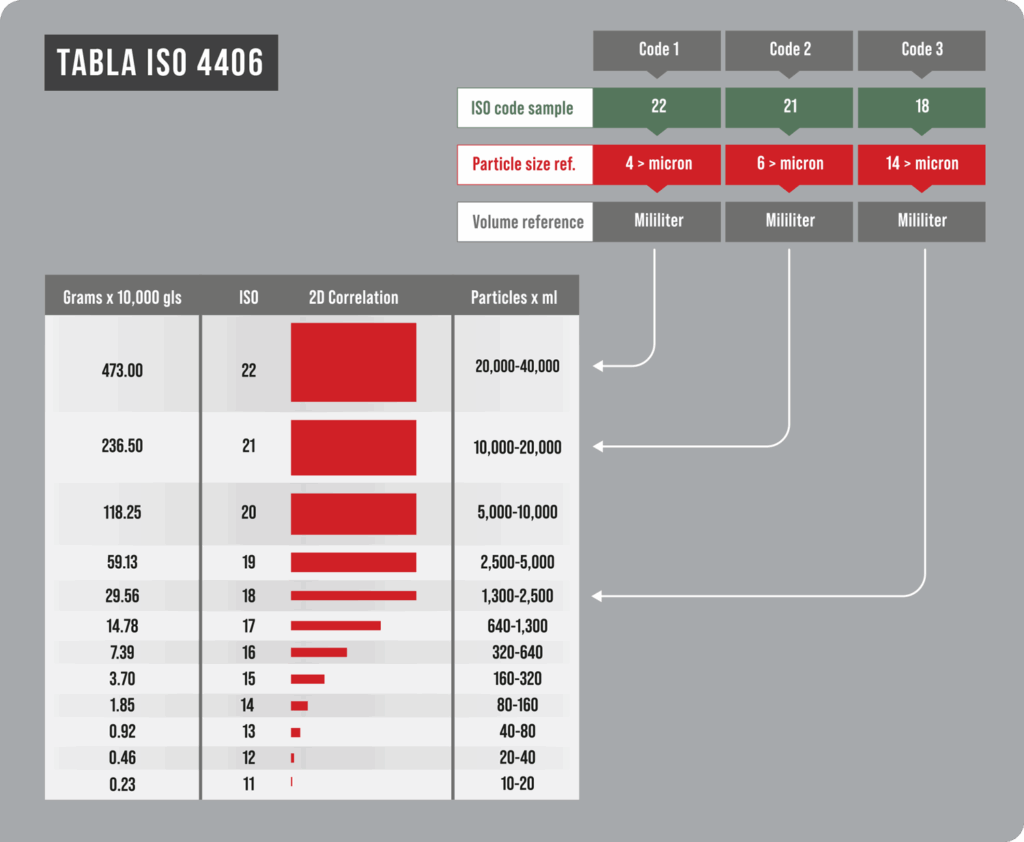
- Contaminación: Partículas, agua, glicol.
- Degradación del lubricante: Viscosidad, TBN/AN, oxidación.
- Desgaste de componentes: Metales de desgaste (Fe, Cu, Cr, etc.) mediante espectrometría de emisión.
- Otras técnicas incluyen termografía y análisis de vibraciones.
- Ventajas: Minimización del downtime, extensión de la vida útil de componentes y lubricantes, y eliminación del sobre-mantenimiento.
- Métrica Clave: Tiempo hasta la falla (P-F Interval).

1.4. Mantenimiento Proactivo / Centrado en la Confiabilidad (RCM)
Elimina sistemáticamente las causas raíz del deterioro (contaminación, mala lubricación, prácticas operativas), maximizando confiabilidad y rentabilidad.
- Nomenclatura: Mtto. de Clase Mundial / RCM (Reliability-Centered Maintenance).
- Filosofía: En lugar de solo predecir fallas, se enfoca en identificar y eliminar la causa raíz de los fallos, buscando la máxima confiabilidad y disponibilidad.
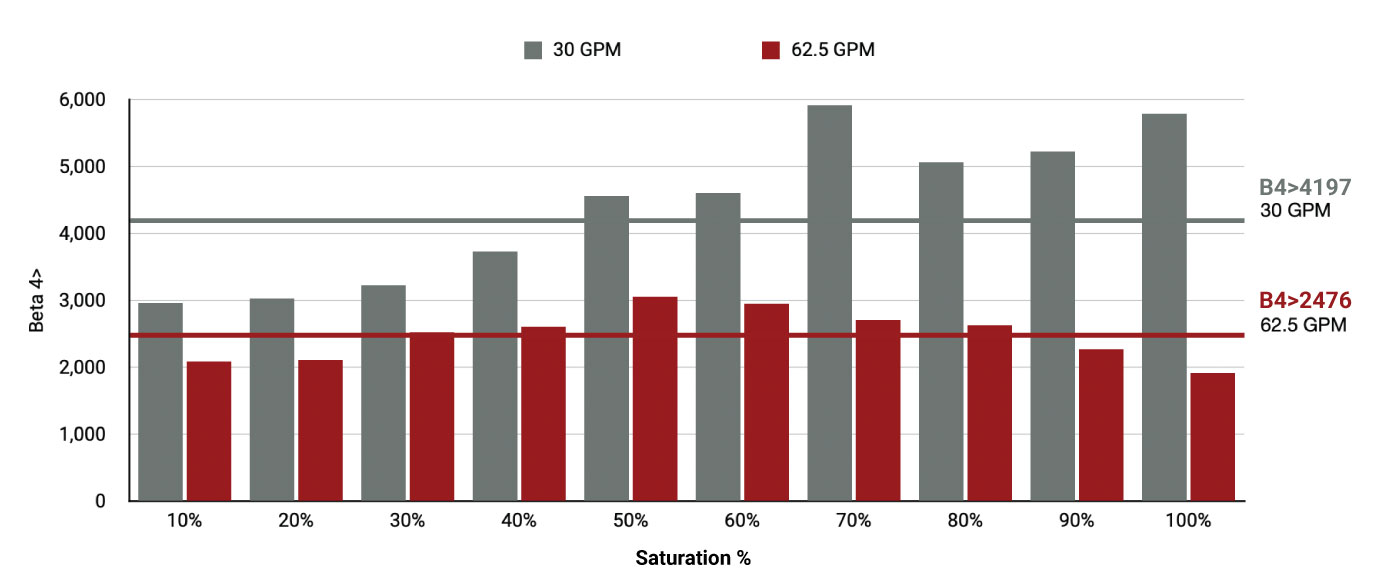
- Aplicación a Lubricación: Se trasciende el análisis de aceite. Se implementan programas de Control de Contaminación de Clase Mundial, filtración avanzada tipo bypass con objetivos de limpieza RCL (required cleanliness level), y almacenamiento y manipulación adecuados del lubricante. El objetivo es mantener el lubricante en condiciones óptimas (limpieza, sequedad) para prolongar la vida útil del componente. Esto incluye la Ingeniería de la Lubricación y Tribología.

1.5. El Mantenimiento en la Era Digital: 2.0, 3.0 y 4.0
El concepto «Mantenimiento X.0» se alinea con la transformación digital e industrial. El mantenimiento 4.0 implica un mayor costo inicial de implementación –tecnología IoT, sensores, infraestructura de datos y plataformas de software IA (de inteligencia artificial)– comparado con el mantenimiento proactivo tradicional (RCM).
- Mantenimiento 2.0 (Equivalente a PdM y RCM inicial): Se caracteriza por el uso de sistemas informatizados de gestión del mantenimiento (CMMS). La digitalización permite gestionar órdenes de trabajo, inventarios y el registro de datos de PdM de manera centralizada.
- Mantenimiento 3.0 (Digitalización y Automatización): Representa la transición hacia el monitoreo en línea de parámetros críticos y el uso inicial de grandes volúmenes de datos. Se comienza a integrar el CMMS con el sistema SCADA/DCS de control de planta.
- Mantenimiento 4.0: Mantenimiento Inteligente / Mantenimiento Predictivo y Prescriptivo (APM – Asset Performance Management).
- Filosofía: Integración total de tecnologías de la Industria 4.0 para la gestión de activos.
- Aplicación a Lubricación:
- Sensores IoT (Internet de las Cosas): Sensores de vibración, temperatura y calidad del aceite en línea (viscosidad, humedad, conteo de partículas) que transmiten datos de forma continua.
- Big Data y Machine Learning: Los algoritmos de Inteligencia Artificial (IA) procesan los datos en tiempo real de miles de activos para identificar patrones de falla con una precisión superior a la humana y predecir el tiempo restante hasta la falla (RUL – Remaining Useful Life).
- Mantenimiento Prescriptivo: El sistema no solo predice la falla, sino que recomienda acciones específicas para evitarla, optimizando el rendimiento y el consumo de recursos.
2. El Mantenimiento Proactivo RCM como estrategia lógica
El Mantenimiento Proactivo (Reliability-Centered Maintenance) no reemplaza al mtto. preventivo ni al predictivo; los integra de forma inteligente, combinando disciplina operativa con decisiones basadas en condición real y eliminación de causas raíz.
- Del mantenimiento preventivo, el RCM conserva la disciplina, la planificación sistemática y la estandarización.
- Del mantenimiento predictivo, el RCM incorpora la toma de decisiones basada en datos reales de condición.
La diferencia clave es que el RCM actúa antes de que la degradación avance, utilizando la información predictiva para ajustar o redefinir las tareas preventivas, y enfocándose en la eliminación de las fuentes de falla (contaminación sólida particulada, ingreso de agua, combustión ineficiente, desgaste abrasivo).
A la vez, el RCM es la plataforma óptima de partida para futuras estrategias 4.0:
- El mantenimiento 4.0 y el RCM no son estrategias excluyentes, tan solo representan diferentes niveles de inversión tecnológica y metodológica. Mientras que el RCM se enfoca en la estrategia y el análisis humano, el 4.0 se basa en la automatización y el procesamiento de datos en tiempo real.
3. Beneficios Técnicos del Mantenimiento Proactivo RCM
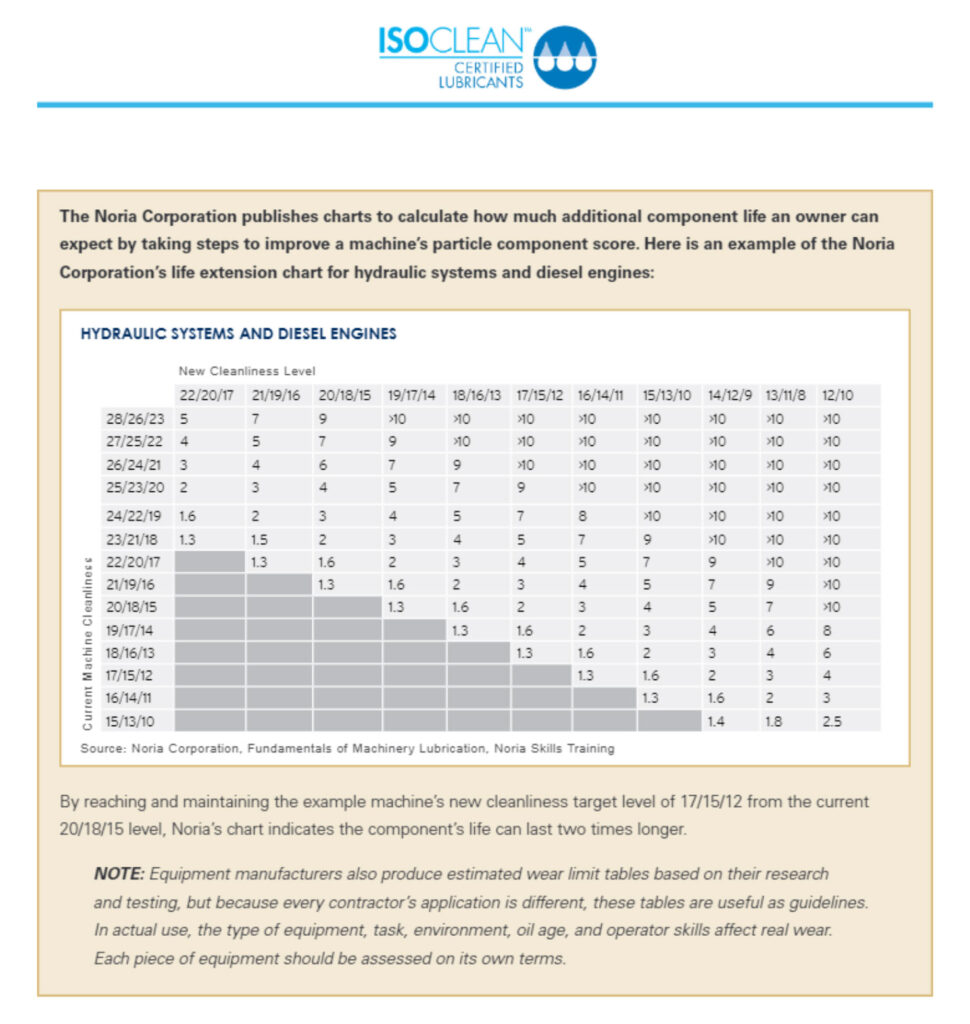
La literatura técnica desarrollada por Noria Corporation demuestra que entre el 60 % y 80 % de las fallas mecánicas están asociadas directa o indirectamente a problemas de lubricación y contaminación.
Un programa de RCM genera:
- Reducción significativa del desgaste abrasivo y adhesivo mediante control sistemático de partículas sólidas.
- Extensión de la vida útil de motores, bombas, válvulas, inyectores y sistemas hidráulicos.
- Mejora sustancial del control de contaminación sólida, líquida y gaseosa en aceites, combustibles y fluidos hidráulicos.
- Incremento sostenido del MTBF (Mean Time Between Failures).
- Drástica reducción de fallas catastróficas y paradas no planificadas.
- Mayor estabilidad operativa, repetibilidad de procesos y confiabilidad funcional.
Desde esta perspectiva, el Mantenimiento Proactivo no es solo una práctica avanzada de mantenimiento, sino un habilitador técnico fundamental de la confiabilidad operacional.
4. Beneficios Económicos del Mantenimiento Proactivo
Los beneficios técnicos se traducen en impactos económicos directos:
- Reducción de costos totales de mantenimiento.
- Menores pérdidas por paradas no planificadas.
- Ahorro en repuestos y componentes críticos.
- Reducción en el consumo de combustible y energía.
- Reducción de compras de insumos de uso frecuente.
- Incremento de la disponibilidad operativa (uptime).
- Optimización del TCO (Costo Total de Propiedad).
- Mayor previsibilidad financiera y operativa.
5. Análisis costo-beneficio y ROI
Los modelos de análisis económico desarrollados por Noria Corporation demuestran que los programas de Mantenimiento Proactivo presentan algunos de los retornos más altos dentro del portafolio de iniciativas de confiabilidad industrial.
A diferencia de los enfoques 4.0, el RCM requiere una inversión inicial baja en:
- Diagnóstico técnico.
- Herramientas de monitoreo y sistemas de control.
- Estandarización de prácticas.
- Capacitación del personal.
Diversos casos de estudio industriales muestran que este tipo de programas generan retornos rápidos y sostenibles:
- Reducciones de hasta 15–30 % en costos operativos totales.
- Incrementos de 5–15 % en la disponibilidad de activos críticos.
- Extensión significativa de la vida útil de componentes mayores y sistemas.
- Menor consumo energético y de combustible por menor fricción y desgaste.
- Retornos de inversión (ROI) típicamente superiores a 5:1, y mucho mayores en activos de alta criticidad.
- ROI positivo típicamente en 6 a 12 meses, dependiendo de la criticidad y del tamaño de la flota.
Conclusión y llamado a la acción
El Mantenimiento Proactivo RCM no es una tendencia ni una moda tecnológica: es una decisión estratégica.
Las organizaciones que operan flotas de motores diésel y maquinaria hidráulica pesada no pueden permitirse seguir gestionando activos críticos desde una lógica reactiva o únicamente preventiva.
Rompa hoy el ciclo reactivo.
Deje de reparar fallas.
Empiece a eliminar sus causas.
Adoptar el Mantenimiento Proactivo RCM implica:
- Evaluar objetivamente la estrategia actual de mantenimiento.
- Medir la condición real actual de los activos y fluidos industriales críticos, fijando una línea base de referencia (comparativa).
- IDENTIFICAR y ELIMINAR las causas raíz del desgaste y la degradación.
- Establecer objetivos meta de mantenimiento, según estándares internacionales, y monitorear diligentemente –con precisión– su cumplimiento permanente.
Adoptar un modelo Proactivo permite transformar el mantenimiento en un generador directo de valor económico, confiabilidad y competitividad.
El Mantenimiento Proactivo RCM protege su rentabilidad, su continuidad operativa, y su ventaja competitiva.
REFERENCIAS
- Moubray, J. Reliability-Centered Maintenance. Industrial Press – eBook
- ISO 55000 – Asset Management.
- Jardine, A.K.S., Lin, D., Banjevic, D. (2006). A review on machinery diagnostics and prognostics. Mechanical Systems and Signal Processing. – eBook
- Noria Corporation. Machinery Lubrication & Reliability Body of Knowledge: